メンテナンスを“経験頼み”から“知識で効率・効果が高い業務”へ

エキスパートエンジニア
早稲田大学名誉教授
グリーンCPS協議会 理事
髙田 祥三 氏

ナレッジエンジニア
株式会社レクサー・リサーチ
金子和樹
メンテナンスを経験頼みから知識で効率・効果が高い業務へ
この取組では、飲料包装工場におけるメンテナンス作業の評価と知識の更新を通じて、効率的で効果的なメンテナンスを実現することを目的としています。
メンテナンス作業評価は、「実際の作業結果」と「事前の想定(劣化の進み方や故障の仕方)」を比べて、違いがあればその原因を調べることです。そこで得た知識を次のメンテナンス計画や設備改良に活かすことで、場当たり的な対応(いわゆる“モグラたたき”)から脱却し、効率・効果の高いメンテナンスができるようになります。
評価のノウハウは、「劣化は劣化プロセスに従って進む」と考え、劣化プロセスは、何らかの故障を起こす仕組み(劣化メカニズム)、直接/間接の劣化要因、そして出力として現れる劣化モードで構成されます。設備の状態が時間とともに変化し、ある時点で限界を超えると故障が起きる、というのが典型的な劣化進行パターンです。
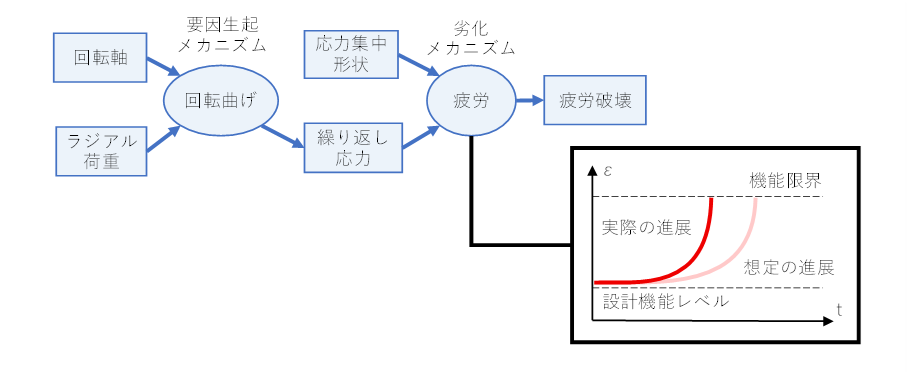
図1. 劣化プロセスと劣化進行パターンの例
想定外の故障が起きた場合、そのときのデータを集めて、劣化プロセスとして整理し、データベースに記録します。想定内の劣化でも、進み具合が予想と違えば、その情報を次の設計や対策に活かすためにMP情報(保全予防情報)として残します。
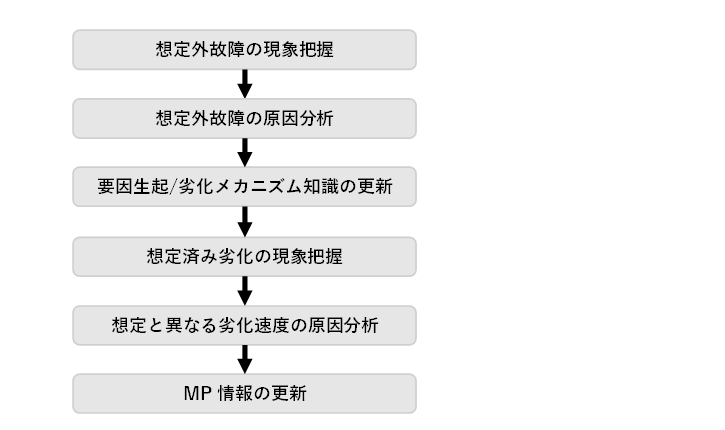
図2. メンテナンス作業評価の流れ
狙い
飲料包装材工場におけるメンテナンス業務を効率化するため、効率化に向けてやるべきことがわからない現場に対して、現実的なメンテナンス作業評価を通じて業務に役立つ知識を獲得するノウハウを提供することを成果として狙います。
対象業務とその位置づけ
本取組では工場設備のメンテナンス業務を対象にします。設備の増加や老朽化、少子高齢化の影響で、効率的かつ効果的なメンテナンスの重要性が高まる一方で、導入したIoT機器をメンテナンスの効率化に活かしきれていない工場が多いのが現状です。この取組のノウハウは、設備の測定データを前提としていますのでメンテナンス業務のDX(デジタルトランスフォーメーション)につながることが期待できます。
使用する人の想定
工場設備のメンテナンス担当者やチームがノウハウの主な利用者を想定しています。
日本では少子高齢化の影響で人手不足が深刻化し、少人数で効率的・効果的にメンテナンスを行う必要性が高いにも関わらず、メンテナンス担当者が多忙のために現場でノウハウの蓄積や共有に時間をかけられなくなっています。そこで、ITシステムを活用して業務の中で自動的に経験を蓄積し、ノウハウを可視化・伝達できることが期待できます。
さらに、海外工場ではノウハウに基づくメンテナンスの重要性が理解されていないことが多く、定型的・場当たり的な対応にとどまっている場合もあります。Collective Wisdomを通じてノウハウとノウハウの価値が伝わることも期待されます。
取組と期待
現在は、現場のメンテナンス業務担当者がCW-プラットフォームを使ったメンテナンスの作業評価と知識更新を体験して実際の測定データを扱うことや、現場での作業時間を時間内に収めることができるように取り組んでいます。担当者が、知識に基づいたメンテナンスの価値と実現方法を理解することが期待されます。
取組の背景
メンテナンスと重要性、望ましいメンテナンスの実現
メンテナンスとは、対象とする製品·設備のライフサイクルを通じた消費資源·環境負荷·コスト当たりの創出価値を最大化することである。資源枯渇・環境影響・経済安全保障などの多面的なリスクを軽減する手段として、メンテナンスの重要性は高い。近年では社会における固定資産ストックが増大しており、同時に少子高齢化によりメンテナンスの人手は減少している。少ない人手で数多くの設備をメンテナンスするために、メンテナンスの効率・効果を高めるメンテナンス・マネジメントに対する需要が高まっている。
メンテナンス・マネジメントが目指す望ましいメンテナンスの特徴として下記のようなことが挙げられる。
- 運転開始直後から設備が100%の機能を発揮できるようにする
- 設備の強制劣化(設計段階で想定されていない劣化)を生じさせない
- 設備の自然劣化(設計段階で想定された劣化)に対して適時に予防保全を行い機能を回復させる
- 設備の更新時期を適切に判断する
これらを実現するためには、多くの人が、製品・設備のライフサイクルを通じて、立場に依らない共通認識をもって、メンテナンスを議論し協業する必要がある。
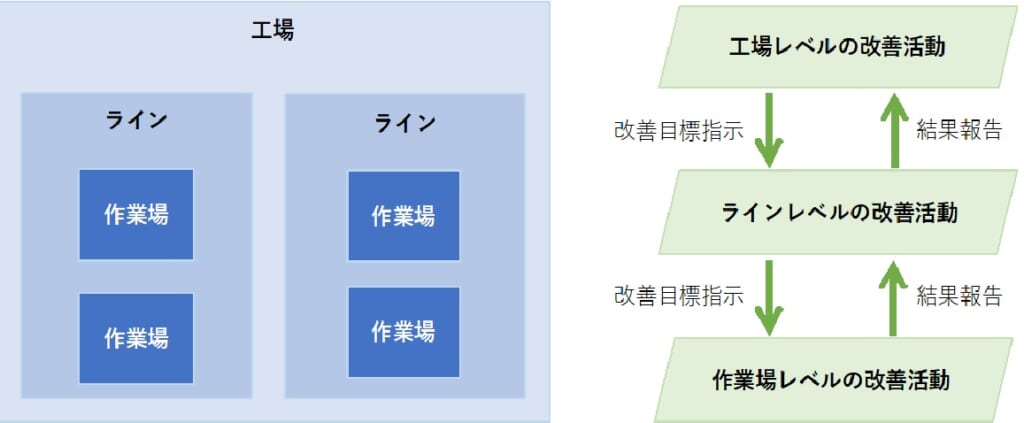
メンテナンスに携わる人々の共通認識となるべく提案されたのが、図3に示すライフサイクル・メンテナンス・フレームワークである。このフレームワークは基本メンテナンス計画を中心とした3つのループで構成されている。基本メンテナンス計画とは、対象に含まれる各アイテムについてメンテナンス方式を定める活動である。ループ1はメンテナンス作業実施のループであり、基本メンテナンス計画で定められた方式に沿って検査・監視・診断・処置を行う。ループ2はメンテナンス方式の改善ループであり、運用段階で得られたデータをもとに改めて基本メンテナンス計画を行い、メンテナンス方式を改訂する。ループ3は設備の改善ループであり、製品・設備の改良によって運用段階で見つかった構造・構成要素・材料などにおける不具合の原因を解消する。
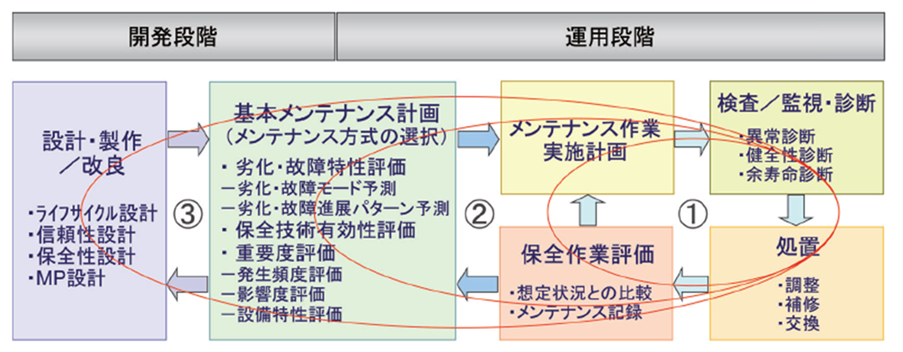
図3. メンテナンス作業評価の流れ
特に運用段階のメンテナンス作業評価(保全作業評価)に注目する。メンテナンス作業評価では、メンテナンス作業の結果を基本メンテナンス計画時に想定された状況(劣化の進展速度や故障の発生形態)と照らし合わせる。結果が想定された状況の範囲内であれば、次期のメンテナンス作業計画に移れば良い。一方で、扱っているメンテナンス方式が妥当でない場合には、想定した劣化・故障の発生状況と実際が異なっていたり、想定外の劣化・故障が発生したりする。この場合は基本メンテナンス計画(ループ2)や設備の改良(ループ3)に移る必要があるが、その前に下記のような知識を明らかにする。
- 劣化・故障したアイテム
- 劣化・故障に関係するアイテムの属性
- (想定外の劣化・故障の場合には)新しく発見された劣化・故障モード
- 劣化・故障の要因
- 要因から劣化・故障に至るメカニズム
- 劣化の進展を示す物理量の時系列的な測定データ
これらを明らかにすることで次に行うことを判断しやすくなる。さらに、得られた知識は他の類似する設備に対するメンテナンスで利用すること、すなわち横展開ができる。これは他の設備から見ると故障を未然に防止していることになり、その範囲によってはメンテナンスの効率・効果を大きく高められる可能性がある。
参考文献
髙田祥三, 実務者のための製品・設備のライフサイクル・メンテナンス入門, 森北出版, 2024